1. Introduction
In the postulated accident condition for nuclear power plants, there would be debris, which is generated by high pressure and high temperature jet impingement from the broken pipes. Especially for the Long Term Cooling phase, nuclear power plants will be flooded-up with the coolant from RWST/IRWST or other water storage tanks and the reactor vessel will be submerged in the water. In this stage, there will be natural circulation from the reactor vessel by the decay heat and to the containment and the flooded water.
One of the important assumptions for this scenario is that the debris will be injected with the coolant and the bottom nozzle of the fuel assemblies might be blocked by the debris and the reactor vessel will lose its coolability, which is the one of the Generic Safety Issue (GSI) from the U.S. Nuclear Regulatory Commission (NRC) [3].
In reality, most of debris may settle down to the lower plenum of the RV is the main assumption of this research even the density of fiberglass (175lb/ft³ = 2.25 kg/m³) is a lot lower than the water [4].
To quantify the amount of debris accumulated at the lower plenum and to prove the flow behavior in the reactor vessel, an acrylic test facility has been scaled and designed by scaling consideration [6,7]. This tests been performed with the efforts of closing GSI-191 and with quantifying the amount of debris (fiberglass), which is accumulated at the bottom of reactor vessel.
In other words, the purpose of this research was to ‘quantify the amount of debris accumulation at the bottom of reactor vessel’ and ‘visualizing the transfer phenomena of the debris’.
Debris, which is defined in the GSI-191, is three representative materials, which are fibrous, particulate, and chemical debris. However, fiberglass is the major debris that causes pressure drop at the bottom nozzle.
The method that is defined in the GSI-191 is to quantify the head-loss (pressure drop) across the fuel assemblies during a LOCA considering the debris loadings to the Nuclear Plants and the major assumption for the test is that most of the debris (about 90%) will pass through the bottom nozzle of the fuel assemblies and form debris beds without assuming accumulation of debris at the lower plenum. So the purpose of this research is to prove and to show the actual debris transport and accumulation phenomena in the reactor vessel.
As stated above, the test conditions have been decided with the amount of debris that are generated from the plants, the type, the characteristics, and a number of hydrodynamic and geometric conditions to present the margin of debris for each plant. The debris that may affect heat removal in the core include fibrous, particle, chemical, latent debris, however only fibrous debris have been used for the tests. The fibrous debris used in test is NUKON™, since the most insulation that are used in nuclear power plants are fiberglass. The size of the filter debris that are used in this research is about and 1 μm size to collect recirculated fibrous debris. The experimental temperatures are at room temperature, and the fluid used water without adding any additional material.
The evaluation of debris accumulation at lower plenum tests for this research during a LOCA has been studied and has increased the knowledge base and understanding of the debris transport and accumulation in the post-LOCA condition.
To show and to prove these phenomena, an acrylic test facility has been scaled and designed for visualizing and quantifying the amount of debris in the reactor vessel.
Sensitivity study has been also performed to show the effect of each factors, which are 1) Flood-up water level (Flow Rate), 2) Temperature, 3) Internal Structures, and 4) Fiber Length Distribution.
2. Experimental conditions
To simulate the debris transport and accumulation phenomena, scaling should be established for inside reactor vessel.
2.1. General scaling factors
Since the evaporation by decay heat of the fuel assemblies in the reactor core is the most important factor for the flow rate at the bottom of the core, changes in the amount of cooling water flowing into the core have been studied. (Variation of water head, variation of Hot Leg and Cold Leg size, and variation of downcomer size).
Scaling factors for controlling the amount of cooling water flowing into the reactor core (Circulation water tank and head difference in the reactor core) are the most important factors when performing scaling and should be defined as follows:
-
✓
A similarity group has been determined to preserve the phenomenon between the experimental device and the actual power plant
-
✓
Determining the local or overall major parts of the experimental setup
-
✓
Providing test specifications for experimental equipment
-
✓
Quantification of distorted scaling factors
Scaling method to be mainly used is Hierarchal Two-tier Scaling (H2TS) Methodology, and is known as the best method to express the importance of Boric Acid Precipitation and Long Term Cooling [5].
The H2TS methodology can be used to determine the dimensions and operating conditions of the experimental setup. These scaling criteria are expressed by the ratio of model and prototype, material properties, and shape. The basis for determining the Scaling Criteria is as follows.
-
✓
Working fluid to be used in test equipment-buffered or unbuffered boric acid actually used in power plants
-
✓
Material to be used in this experimental device-The difference of each element due to the difference in material properties is maintained by scaling
-
✓
Operating pressure of the experimental device-The maximum pressure of the experimental device will be about 2 bar
-
✓
Fiber Length and Turnover time-The most important phenomenon that can appear in the experiment is the change in physical properties due to the difference in density between turbulence and fluid
-
✓
Fuel Assembly Geometry-Fuel rods and other structures that go into the fuel assembly. The phenomenon occurring in the lower plenum and downcomer plays the most important role in forming the flow.
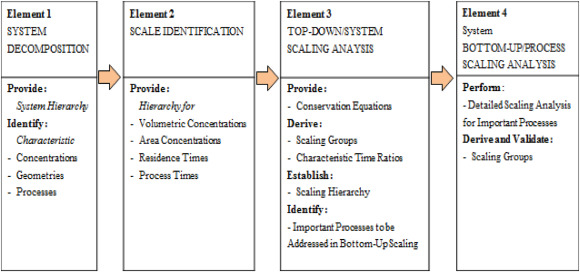
Fig. 1shows general method of scaling and ‘Decomposition of Element 1’ methods are being used from NUREG/CR-5809 [5]. Table 1 ‘Loss Coefficient in Pipe’ and ‘Loss Coefficient of Valves and Fittings’ respectively values have been used from Reference 5.
 Fig. 1
Fig. 1Table 1. Loss coefficient in pipe.
| Parameter | K | Reference Vel. |
|---|---|---|
| Pipe entrance from a plenum | ||
| Well-rounded entrance to pipe | 0.04 | In pipe |
| Slightly rounded entrance to pipe | 0.23 | In pipe |
| Sharp-edged entrance | 0.50 | In pipe |
| Projecting pipe entrance | 0.5–1 | In pipe |
| Pipe exit to a plenum | 1.0 | In pipe |
| Any pipe exit | 0.50 (1-β)0.75 | Downstream |
| Sudden changes in cross-sectional area | (1-β)2 | Upstream |
| Sudden contraction | ||
| Sudden expansion |
Where β = small pipe cross-sectional area/large pipe cross-sectional area.
2.2. Scaling sensitivity analysis by head water difference (flow rate difference)
This study analyzed the change in flow rate due to the water head difference, which is the most important factor, to simulate the flow rate of the cooling water flowing into the test facility. In addition, scaling has been performed according to the flow rate, and the dimensionless numbers that should be preserved and corresponding design factors are summarized as below [7]. First, an aspect ratio that maintains the same length reduction ratio in all directions in order to preserve multi-dimensional phenomena. Second, Froude Number to preserve pressure drop by head. In particular, the reactor's free water surface differs from location to location during pump operation, preserving this effect. Third, Wall shear stress Number are examined and preserved [8]. It is the same as the wall friction coefficient, and the pressure drop relationship, that is, Euler Number, can be preserved only if this number is preserved. Finally, Euler Number that preserves the geometric shape. This is a dimensionless number that is preserved by itself, if the variables listed above are preserved. However, if the geometry is not preserved, such as the fuel assemblies, the Euler Number is designed to be preserved. It is set so that it does not cause distortion in the entire flow field, so that modeling is possible [9]. Table 2 shows ‘Non-dimensional Numbers and Fig. 2 shows the nodalization for checking scaling sensitivity. Hot Leg and Cold Leg Pipe sizes have been analyzed based on the flow rates for each case and Fig. 3 shows the analysis results for HL and CL breaks for K values changes.
Table 2. Non-dimensional numbers for scaling.
| Non-dimensional Number | Eq. | Constraint | Note |
|---|---|---|---|
| Length Ratio | Aspect Ratio | Multi-Dimensional Effect | |
| Froude Number | L: 1/2.59, v: 1.601 | ||
| Shear Stress | f = 1 | Re | |
| Euler Number | Friction Loss |
 Fig. 2
Fig. 2 Fig. 3
Fig. 3Fig. 4 shows the sensitivity study results of ‘Water Level (Flow Rate)’ effect.
 Fig. 4
Fig. 42.3. Test facility
This study analyzed the change in flow rate due to the water head difference, which is the most important factor, to simulate the flow rate of the cooling water flowing into the test facility. In addition, scaling has been performed according to the flow rate, and the dimensionless numbers that should be preserved. Table 3 shows the Reactor Geometry Table for the prototype and the tests. Length Ratio is based on the value of 2.59, however, some values are not matching with the value because the restriction of the space and the manufacturing difficulty of the test section.
Table 3. Reactor geometry table for the prototype and the tests.
| Prototype | Model | |
|---|---|---|
| Flooding Elevation [m] | 9–11.5 | 6 |
| RV Bottom Elevation [m] | 0 (Reference Elevation) | 0 |
| RV I.D. [m] | 4–4.5 | 1.56 |
| Downcomer O.D. [m] | 3.5–3.8 | 1.35 |
| Downcomer I.D. [m] | 3.4–3.7 | 1.31 |
| Fuel Top Elevation [m] | 6–6.5 | 4.75 |
| Fuel Bottom Elevation [m] | 2.2–2.3 | 0.75 |
| Hot Leg Height [m] | 8.2–8.3 | 3.05 |
| Cold Leg Height [m] | 8.6–8.7 | 3.25 |
| Hot Leg I.D. [m] | 0.787–1.016 | 0.0787 |
| Cold Leg I.D. [m] | 0.559–0.813 | 0.0525 |
The facility has been established to derive the results of the flow characteristics and the amount of debris accumulation at lower plenum that are generated after the accident of pipe break at the nuclear power plants. The debris transport visualization test facility is divided into three parts according to the purpose of operation. Fig. 5 shows schematic diagram for HL break and CL break.
 Fig. 5
Fig. 5The first test facility to be introduced is the Debris Transport and Accumulation Model Test Part, including the simulated reactor vessel, which is considered to be the most important of the configured test facility. Fig. 6, Fig. 7show ‘Test Section P&ID with Instrumentations’ and ‘Reactor Vessel with Dimentions’ respectively. As mentioned above, the purpose of the test is to prove Debris Transport and Accumulation Model Test Part with simulated reactor containers, which can be considered the most important part of the test facility. It is to check the characteristics of the debris injected through the Debris Injection and Coolant System Part, which is composed together, after being moved to the simulated reactor vessel by height difference. To verify these characteristics, the simulated reactor vessel was made of acrylic. In addition, the flow characteristics of debris have been evaluated by simulating substructures such as Core Stop, Flowskirt, Instrument Nozzle Support Plate, Bottom Plate, and etc., which can affect the flow of debris at the bottom of the simulated reactor vessel.
 Fig. 6
Fig. 6 Fig. 7
Fig. 7From Fig. 8, Fig. 9 show the internal structure for this study. Those are Nozzle Plate (NP), Bottom Plate (BP), Core Support (CS), and Flowskirt (FS).
 Fig. 8
Fig. 8 Fig. 9
Fig. 9The difference between the NP and the BP is the size and number of the holes because the purpose of the designes have big differences. NP simulates four holes of flow area in real nuclear plants so the size of the holes are bigger. BP simulates the bottom nozzle in real nuclear plants so the size of the hoses are a lot smaller than NP.
There are many other components for measuring flowrate, temperature, pressure, and control units.
3. Experimental results
As explained in Section 1, The effect of each parameter is described in this Section.
In the debris transport visualization test, cooling water used for core cooling including ECC water during the long-term core cooling period after the accident of the nuclear power plants is leaked to the containment building through the fracture area. In addition, the flow characteristics of the incoming debris inside the reactor and how many debris are moved and accumulated into the core area through the downstream and internal structures of the reactor were evaluated by simulating the scenario of debris flowing back into the core after flood-up. The main results of the test were evaluated as the amount of debris collected by recirculating compared to the fibrous debris injected as shown in the following Table 4.
Table 4. Test results summary.
| No. | Test ID | Flow Rate (lpm) | Temp. (°C) | Internal Structure | Filter Weight (g) | Filter + Debris (g) | Debris (g) | Accumulated | |
|---|---|---|---|---|---|---|---|---|---|
| Weight (g) | Ratio (%) | ||||||||
| 1 | DTV-B01 | 300 (HL) | RT | – | 778 | 2450 | 1672 | 1328 | 44.27 |
| 2 | DTV-B02 | 300 (HL) | RT | All | 764 | 884 | 120 | 2880 | 96.00 |
| 3 | DTV-B03 | 148 (CL) | RT | – | 813 | 1468 | 655 | 2345 | 78.17 |
| 4 | DTV-B04 | 300 (HL) | RT | All | 846 | 1176 | 330 | 2670 | 89.00 |
| 5 | DTV-B05 | 300 (HL) | RT | All | 820 | 1060 | 240 | 2760 | 92.00 |
| 6 | DTV-B06 | 120 (CL) | RT | All | 778 | 976 | 198 | 2802 | 93.40 |
| 7 | DTV-B07 | 300 (HL) | RT | CS, FS | 772 | 1782 | 1010 | 1990 | 66.33 |
| 8 | DTV-B08 | 300 (HL) | RT | CS, FS, BP | 772 | 1078 | 306 | 2694 | 89.80 |
| 9 | DTV-B09 | 300 (HL) | RT | CS, FS, BP | 816 | 1628 | 812 | 2188 | 72.93 |
| 10 | DTV-B10 | 300 (HL) | 40 | CS, FS | 836 | 1946 | 1110 | 1890 | 63.00 |
| 11 | DTV-B11 | 300 (HL) | 40 | All | 804 | 1210 | 406 | 2594 | 86.47 |
| 12 | DTV-B12 | 300 (HL) | RT | All | 804 | 3848 | 3044 | 55,356 | 94.79 |
※ CS: Core Support, FS: Flowskirt, BP: Bottom Plate, FA L Fuel Assembly, RT: Room Temperature.
Section 3.1 Flood-up water level (Flow Rate), 2) Temperature, 3) Internal Structures, and 4) Fiber Length Distribution Section will be explained. Since those effects are most important phenomena for the debris transport and the accumulation phenomena, experimental results will be discussed in below sections.
Test results are summarized in Table 4.
3.1. Flood-up water level (flow rate) effect
It is very obvious that the flow rate is one of the important factors for the transport and the accumulation phenomena because momentum force (debris transfer) is getting bigger with the flow rate increase.
As shown in Table 4, Test results of DTV-B01 and B03 are flow rate effects tests.
The flow rates were 300 and 148 lpm respectively with the core collapsed water level is about 3/4 of the core height. Those tests have been performed without any internal structures, that means the purpose of those tests were only comparing the effect of flow rate change to establish the reference cases.
The accumulated amount debris at the lower plenum were 44% and 78% respectively. As mentioned in this section, the more flow rate causes more momentum of the flow and the velocity is getting higher with the increase of flow rate.
Fig. 10shows the Flow Rate Effect (DTV-B01 and B03).
 Fig. 10
Fig. 103.2. Temperature effect
As mentioned in Section 2.3, the test section is made of acrylic material for visualizing purpose so increasing temperature has a limit due to the material restriction. The acrylic material has about 40 °C operating limit temperature (max. Temperature is about 60 °C). Temperature range of Flooded water in actual plants is about 160–190 °F (70–88 °C) Core average temperature are about 15 °C for room temperature tests and 39 °C for hot temperauture tests.
As shown in Table 4, the first set of temperature effect test are DTV-B07 and B10 are direct comparison with same internal structure (Core Support and Flowskirt). The second set of tests are DTV-B02 and B11 with same intermal structures (Core Support, Flowskirt, Bottom Nozzle, and Nozzle Plate).
The accumulated amount debris ratio are 66% and 63% for the first set and 96% and 86% for the second set.
It seems like it is very hard to tell the effect of temperature with the first set of data since the first set does not show meaningful difference. However, viscosity of water is getting lower with the temperature increase so the second set of data show the obvious trend of temperature effect.
Fig. 11shows the Temperature Effect (DTV-B02 and B11).
 Fig. 11
Fig. 113.3. Internal structure effect
It is also very obvious that the more internal structures means that it cause more flow resistance.
As shown in Table 4, DTV-B01 and B02/B04/B05 are test results of the effect of ‘Internal Structures’. The accumulated ratio are 44% and 96%/89%/92%. It is very obvious that the debris accumulated ratio has big difference with the resistance in the reactor vessel.
Another comparison of internal structure effect are DTV-B07, B08, B09, and B12.
The accumulated ratio are 66%, 90%, 73%, and 95% respectively.
The difference of each tests are shown in below.
-
DTV-B07: Core Support/Flowskirt
-
DTV-B08: Core Support/Flowskirt/Bottom Plate
-
DTV-B09: Core Support/Flowskirt/Nozzle Plate
-
DTV-B12: Core Support/Flowskirt/Nozzle Plate/Bottom Plate
The difference between the Bottom Plate and the Nozzle Plate is that the size of holes are different. So the flow resistance is the dominant factor for the flow rate.


3.4. Fiber Length Effect
Fiber Length effect has been also considered because the NRC considers the fiber length is very important factor for causing a pressure drop at the bottom nozzle.
As shown in Table 4, DTV02 and DTV 04 are the comparison of fiber length because the more grinding time means shorter fiber length. It has been checked/proved by the checking the actual fiber length before injecting the fiber debris.
The result of accumulated amount of debris are 96% and 89% respectively. When the shorter fiber length is getting shorter, the flow resistance is getting lower.
Fig. 14shows the Fiber Length Effect (DTV-B02 and B04).
 Fig. 14
Fig. 144. Conclusion
The fiber debris injected into the mixing tank are injected into the simulated reactor container through pipes and downcomer. It also showed the flow characteristics of slowly descending to the bottom floor according to the density of fibrous debris by the filled fluid in the simulated reactor container.
4.1. Test section
The reactor core is made of acrylic material and is designed to visualize/observe the flow and the movement/accumulation of debris (fiberglass) accumulation at the Lower Plenum based on the scaling anayses.